Пробивка металла — востребованный метод получения отверстий в листовых заготовках и трубном прокате. Технология имеет несколько способов решения, отличных по типам используемого оборудования и способам выполнения.
Особенности исполнения
В процессе изготовления различных металлоизделий, декоративных панелей и прочих конструкций нередко требуется выполнение не только загиба и фигурного раскроя, но и пробивки отверстий в металле. Ее выполняют не только с утилитарной, но и с декоративной целью.
Метод пробивки подбирается с учетом требований к внешнему виду и использованию готовых изделий. Для тонколистовых заготовок толщиной 0,5-4 мм оптимальным способом выступает пробивка на специальных станках.
Оборудование, применяемое для пробивки отверстий, условно делится на две категории: ручные и автоматические системы. К первой группе относятся различные типы оснастки, требующей постоянного присутствия мастера: механические, гидро- и пневматические прессы, пресс-ножницы. Автоматизированные станки оснащаются ЧПУ, что позволяет выполнять пробивку практически без участия человека.
Пробивка металла на станках
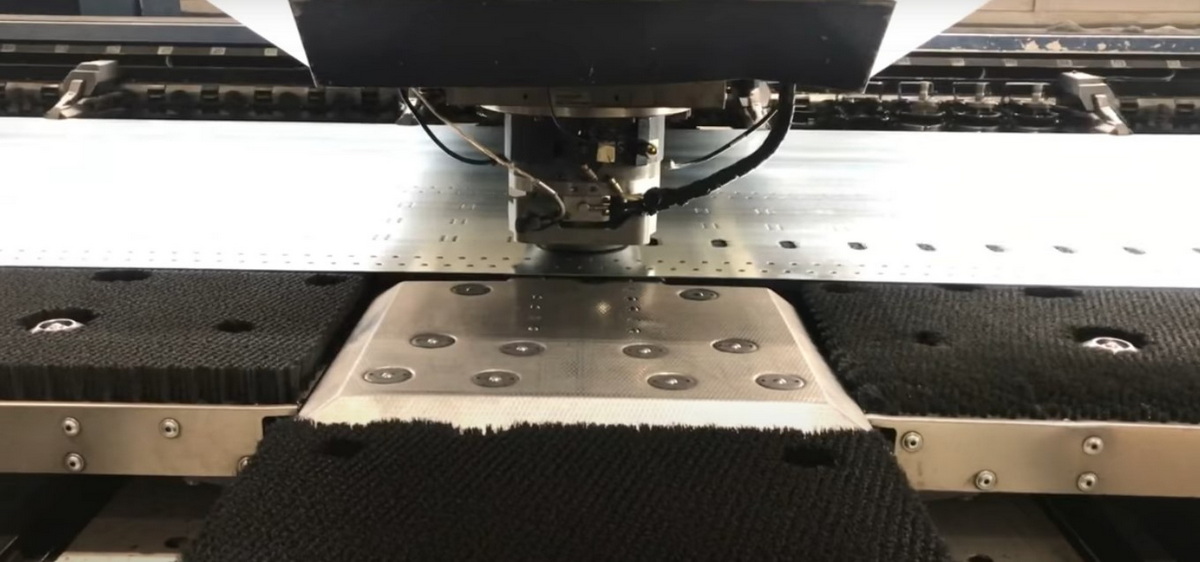
На странице https://promexcut.ru/koordinatno-probivnyie-rabotyi/probivka-otverstij-v-metalle представлен пример современного оборудования, используемого для пробивных работ. Координатно-револьверный пресс оснащен специальным барабаном с закрепленными твердосплавными пробойниками разной формы и диаметра – пуансонами. Перед началом работы в станок заносится программа, по которой выполняется перфорация. Задаются не только координаты центров будущих отверстий, но и их габариты и форма.
В ходе выполнения программы пуансоны меняются автоматически, поэтому работа проходит быстро и без остановки. Станок отличается высокой скоростью работы – в минуту пресс выполняет до 1500 отверстий в металле.
Процесс пробивки металла несложный. Листовые заготовки располагаются на столе станка и надежно фиксируются зажимами. После запуска оборудование начинает выполнять заложенную программу. Зажимы-фиксаторы автоматически передвигают заготовку. По введенным координатам сначала опускается прижимное кольцо, прочно удерживающее металл по периметру пробивки, после чего в работу вступает пуансон — элемент совершает резкий удар. Опускаясь на заготовку, пробойник сначала продавливает металл до середины толщины листа, после чего пробивная часть прорывается по периметру, отделяясь от основного листа. Наличие поворотного инструмента на барабане позволяет выполнять раскрой контуров различных форм.
Помимо прорубания отверстий станок способен выполнять другие действия с заготовкой:
- Пуклевку — продавливать элементы различной формы, выполнять формовку, создавать выпуклые/вогнутые кромки.
- Частичную пробивку.
Новости бегут быстрее, чем вы успеваете читать. Следите за ними в нашем Telegram канале